

联系我们

当前位置:
天津 太钢旭昇金属材料销售(庆阳市分公司) >
庆阳本地今日新闻
圆钢_不锈钢焊管放心选购
更新时间:2025-08-01 16:20:27 ip归属地:庆阳,天气:小雨转晴,温度:20-30 浏览次数:1 公司名称:天津 太钢旭昇金属材料销售(庆阳市分公司)
以下是:甘肃省庆阳市圆钢_不锈钢焊管放心选购的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家 | 鞍钢 东北特钢 |
| 规格 | 齐全 |
| 加工 | 切割 |
| 数量 | 充足 |
| 运费 | 电议 |
| 范围 | 圆钢_不锈钢焊管供应范围覆盖甘肃省、兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 西峰区、庆城县、环县、华池县、合水县、正宁县、宁县、镇原县等区域。 |
以下是:甘肃省庆阳市圆钢_不锈钢焊管放心选购的图文视频


【太钢旭昇】业务覆盖多领域场景,主营合水热轧不锈钢卷、正宁拉丝板、金昌卫生级不锈钢管、武威厚壁不锈钢管、白银不锈钢焊管、陇南不锈钢焊管、临夏不锈钢棒等产品服务。在甘肃省庆阳市采买圆钢_不锈钢焊管放心选购到太钢旭昇金属材料销售(庆阳市分公司)gyz2635-50,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。供应服务范围覆盖甘肃省、兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 西峰区、庆城县、环县、华池县、合水县、正宁县、宁县、镇原县,联系人:李经理-【17768165506】。 甘肃省,庆阳市 2022年,庆阳市实现地区生产总值1022.26亿元,分产业看,产业增加值124.83亿元,第二产业增加值551.94亿元,第三产业增加值345.49亿元。三次产业结构比为12.2:54.0∶33.8。按常住人口计算,全年人均地区生产总值47351元。
我们精心制作的圆钢_不锈钢焊管放心选购产品视频已经准备就绪,【一睹真容!】产品视频,呈现产品魅力!
以下是:甘肃庆阳圆钢_不锈钢焊管放心选购的图文介绍

近期由于市场成交十分惨淡,因此今日本地中板价格出现下滑,现中板市场主流价格为3250元/吨,与上个交易日相比下跌10元;现阶段,终端需求有继续减弱的迹象,这导致本地中板市场的成交恐将继续受到影响。资源方面,由于终端释放迟缓,成交惨淡等原因影响,因此市场库存处于正常水平。综合分析,预计近期天津中板市场价格或将持稳观望运行。受需求拖累影响,商家成交始终不佳。市场资源方面,当前鞍钢莆田镀锌资源到货增加,伴随库存压力加大,后期可能将小幅下调。当前冷轧市场接连下调价格,也加剧商家对于镀锌价格的担忧,目前镀锌价格水平相对冷轧价格仍相对偏高,因此,市场报价下调概率较大。预计,福州镀锌市场价格或有下行风险。市场方面,受到外围市场价格平稳盘整的影响,本地市场价格也出现同样的走势,成交表现一般。商家表示,目前市场上螺纹钢资源充足,规格齐全,而线材与盘螺资源出现了资源紧张的表现。并且,价格低位盘整,许多终端工程采购积极性不高,观望情绪浓厚。业内人士表示,短期内Q345D低温圆钢价格将继续保持盘整的走势,不排除小幅下跌的可能性。下周即将结算,据贸易商反馈,资金依旧偏紧,但目前未出现低价抛售现象。目前市场上,协议户多数直接面对终端,量大时会走钢厂直发或者外地采购直发,受周边影响较为明显。本周唐山价格稳定,邯郸上调10元/吨,成交时好时坏,总体偏弱。预计短期内,盘整可能较大。昨日成交清淡,今日商家反映询价极少,有的商家亏损严重,暂不报价出货。资源方面来看,各大钢厂正常生产,但贸易商拿货较少,之前的库存也在处理中。市场直发资源,莱钢永锋、石横特钢、济钢闽源等各种规格货源较为充足,抗震资源也陆续生产,周末二线厂家均在平稳出货,出厂价格暂无变动。

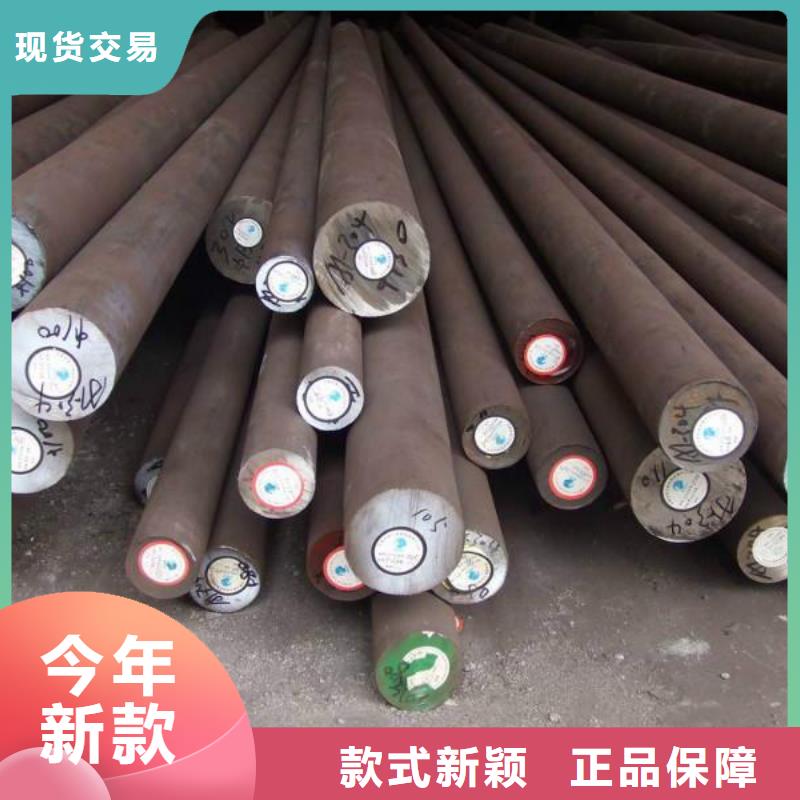
不锈钢焊管


40cr圆钢焊接工艺:
根据40Cr圆钢的焊接特点及其技术要求,做好以下几点。
1、预热与点固焊。
用大号气焊枪对焊接位置预热,但预热温度不宜过高,大约200。C即可。然后用≠3.2结507电焊条,焊接电流100A进行点固焊,焊点要长一些。
2、采用多层、多道焊法,以减缓焊缝及热影响区的冷却速度,防止产生淬硬组织。
3、采用短弧焊,焊条作小划圈摆动。收弧要慢,弧坑要填满,每焊完一遍要认真清理焊渣。检查确无气孔、裂纹、夹渣等缺陷后,再焊接下一道。
4、每层焊道接头之间要错开30mm以上。整个施焊过程均为连续焊接,不得中断,表面焊缝不得咬肉,要高出主轴平面2~3mm,以保证加工后的使用强度和光洁度。
40cr圆钢焊接注意事项:
1、焊接时不要在主轴焊口外侧乱引弧和熄弧。
2、焊接场所要在室内,不要在风口处焊接。
3、焊后立即用大号气焊枪把焊口温度加热到400℃以上,再随室温冷却。然后划线找正,在机床上按原尺寸加工。



太钢旭昇金属材料销售(庆阳市分公司)拥有一支专业的技术队伍,并具有多年 不锈钢焊管生产销售及售后服务的经验。我公司不断致力于新产品的开发,在满足客户需求的原则和社会发展需要上,与多家 不锈钢焊管厂家合作,推出质量、性能、价格公道组合的系列 不锈钢焊管产品,并赢得了广大客户的信赖和赞许。



在甘肃省庆阳市采购圆钢_不锈钢焊管放心选购请认准太钢旭昇金属材料销售(庆阳市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,供应服务范围覆盖甘肃省 兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 西峰区、庆城县、环县、华池县、合水县、正宁县、宁县、镇原县,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【17768165506】)。